全国服务热线
400-666-4000

全国服务热线
400-666-4000


汽车工业是一个需要大量加工和测试的生产型产业,也是激光技术应用最广泛的行业之一,安全性、舒适性、节能和环保一直是世界汽车工业发展的主题,激光技术作为现代汽车生产中的主要加工方法之一,其发展也主要是围绕着这一主题并结合本专业的自身特点进行的。由于激光焊接工艺优越性、效率高、柔性好等优势,随着汽车轻量化概念、安全性能观念日益增强,激光焊接与切割工艺在汽车工业领域将得到更多重视和广泛应用。
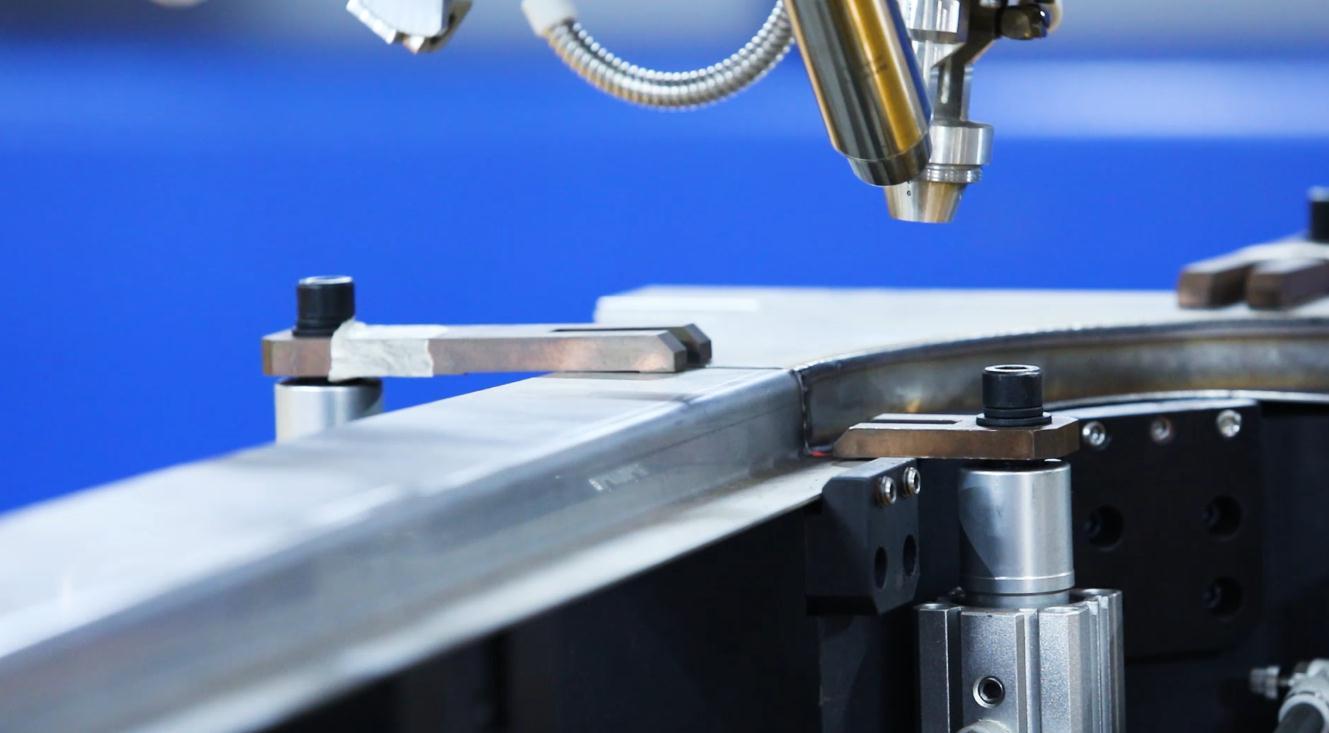
激光自熔焊,即焊接的两部分或多个部分自身熔化并最终冷却凝聚成一体,该焊接方式不需要添加辅助的焊剂或填料,完全利用工件自身材料熔接在一起。
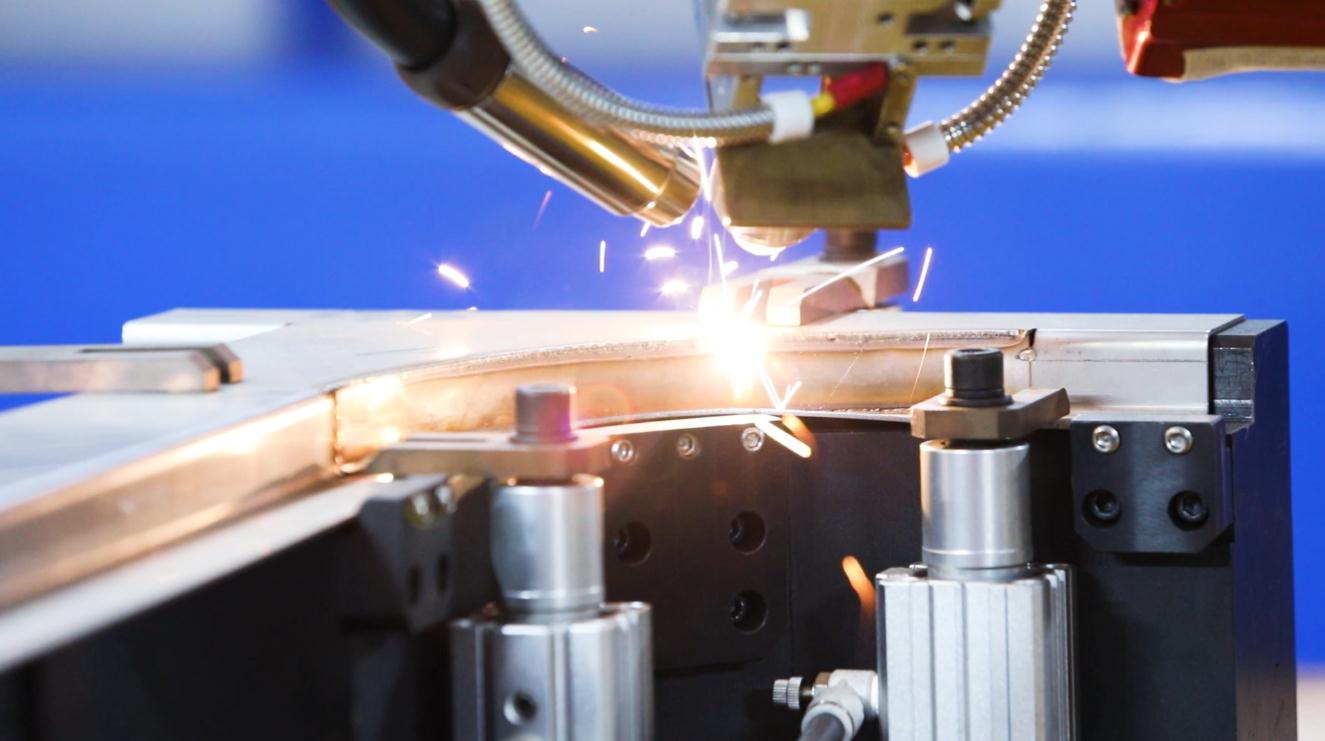
当激光光斑照射到工件表面上的功率密度达到106W/cm2以上时,工件在激光的照射下被迅速加热,其表面温度在极短的时间内升高到沸点,使金属熔化和汽化,在液态金属中形成一个充满金属蒸气的细长孔洞,当金属蒸气的反冲压力与液态金属的表面张力和重力平衡后,小孔不再继续加深,形成一个深度稳定的小孔,小孔周围就是焊接熔池,小孔随着激光而移动,小孔闭合后便形成焊缝,实现激光深熔焊接。
在车身制造中,采用激光焊技术,可以提高产品设计的灵活性,降低制造成本,提高车身的刚度,提高产品的竞争力。激光焊接焊接速度较快,所以焊接接头的热影响区较其他的焊接方法小,几乎没有焊接变形。这样可极大地提高了车身的结构和匹配尺寸、门盖与侧围的平度与密封效果、风挡玻璃与风窗口的匹配与密封,以及实现多层板的优质连接,达到较高的车身强度。
另外,由于现代汽车车身多采用镀锌钢板或优质高强钢,如果采用传统的点焊技术,由于三层板和镀锌的缘故,必须采用较大的焊接电流和焊接压力,其结果必然导致焊点质量下降和焊点变形严重,从而导致装配质量下降。惟一可行的是采用中频点焊连接技术和激光熔焊连接技术。就点焊本身而言,焊点的强度可以很高,但没有焊点的部分还是断续分离的,在车身整体强度方面要比焊接成一体的激光焊接接头强度要低。
点焊的不连续性和其自身的特点:如焊点容易变形,尤其是在焊接三层板连接、镀锌板连接和高强钢的连接时,焊接变形较大,导致焊点处的平整度降低及产生缝隙,而且点焊会造成焊接点周围的母材热影响区强度下降,车辆遭严重撞击时的断裂部位往往是在该处。


















